Qilin QL-TS-6 Intelligent Molten Iron Carbon-Silicon Analyzer
| Brand | Qilin (QL) |
|---|---|
| Origin | Jiangsu, China |
| Model | QL-TS-6 |
| Measurement Time | 90 s |
| CE Range | 3.2–4.8 wt% (±0.08 wt%) |
| C Range | 2.8–4.2 wt% (±0.04 wt%) |
| Si Range | 0.9–3.0 wt% (±0.04 wt%) |
| Data Storage | 3,000 measurements |
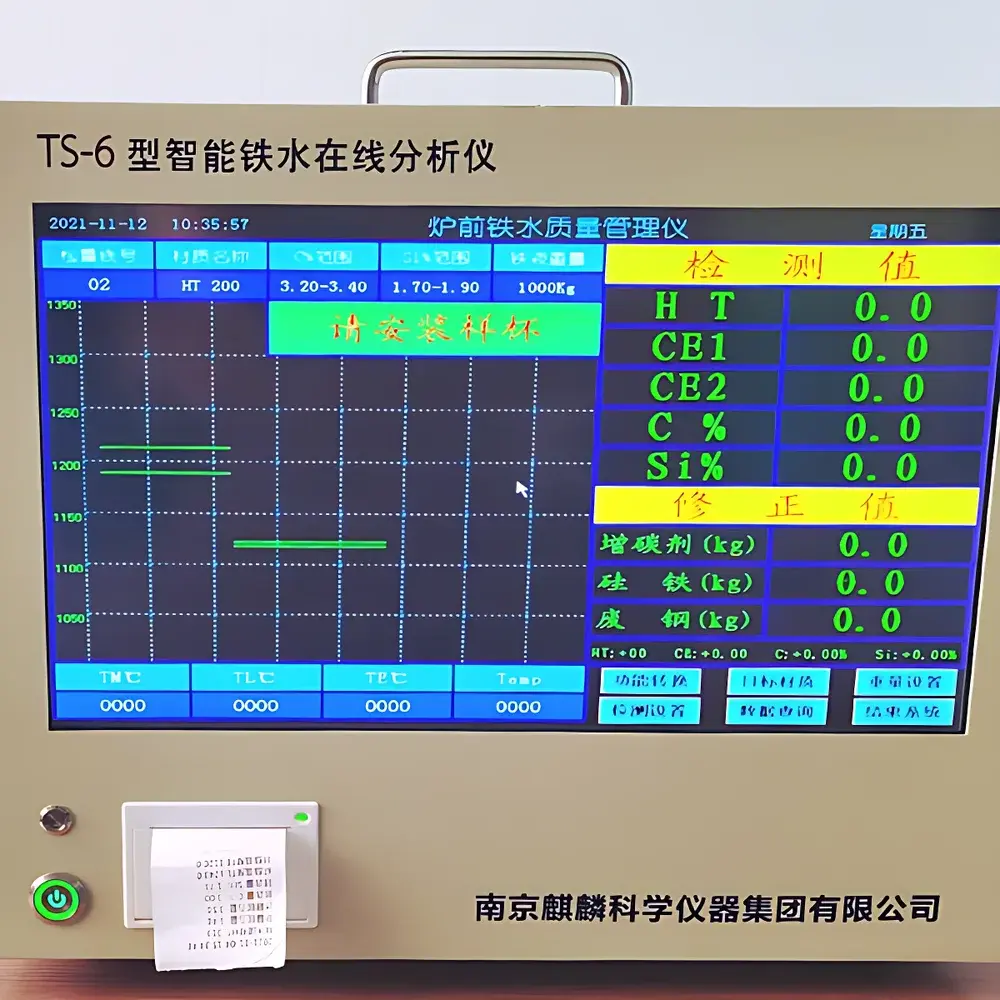
| Display | 17″ industrial-grade LCD |
| Software | Proprietary casting-specific analysis suite with automatic charge calculation, 8 calibration curves, 8 target compositions, differential curve visualization, and USB data export capability |
Overview
The Qilin QL-TS-6 Intelligent Molten Iron Carbon-Silicon Analyzer is a dedicated thermal analysis instrument engineered for real-time compositional assessment of molten cast iron in foundry environments. It operates on the principle of solidification thermal analysis (STA), where controlled cooling of a small molten iron sample generates a characteristic cooling curve. Phase transformation events—such as the eutectic recalescence peak (TE), liquidus temperature (TL), and undercooling (△T)—are precisely captured and mathematically correlated to carbon (C), silicon (Si), and carbon equivalent (CE) content using empirically validated calibration models. Designed specifically for gray iron and ductile (nodular) iron production, the QL-TS-6 delivers quantitative results within 90 seconds of sampling—enabling immediate process feedback during ladle transfer, tapping, or inoculation stages. Its robust architecture eliminates reliance on mechanical cooling or active ventilation, making it suitable for high-temperature, high-dust, and electrically noisy foundry floors.
Key Features
- Industrial-grade embedded computing platform: fanless motherboard, solid-state storage, and 17-inch ruggedized touchscreen display for continuous operation in ambient temperatures up to 55°C and vibration-prone settings.
- Thermal analysis engine with dual thermocouple input (Type K), featuring imported temperature-compensated signal cables and proprietary electromagnetic interference (EMI) shielding to ensure measurement stability in high-noise induction furnace environments.
- Integrated software with automated charge calculation: accepts user-defined target composition (C%, Si%, CE) and batch weight to compute precise additions of ferrosilicon, scrap, or carbon raisers—reducing manual error and alloy consumption.
- Multi-parameter real-time visualization: simultaneous display of cooling curve, first derivative (dT/dt), and calculated outputs including CE, C%, Si%, TL, TE, △T, △TM, saturation coefficient (SC), and mechanical property estimates (e.g., tensile strength, RM).
- Configurable calibration framework: supports up to eight independent calibration curves, each linked to specific base material grades (e.g., GG25, GGG40, QT500-7), enabling rapid switching between product families without recalibration.
- Comprehensive data governance: timestamped storage of 3,000 measurement records with full curve metadata; optional USB export for offline traceability and integration into MES or LIMS systems.
Sample Compatibility & Compliance
The QL-TS-6 is optimized for standard cup-type thermal analysis samples (typically 80–120 g) extracted directly from tapped ladles or pouring spouts of cupola, induction, or electric arc furnaces. It accommodates both hypoeutectic and hypereutectic gray irons and ductile irons with nodularity ≥65%. While not certified to ISO/IEC 17025 or ASTM E1122 (Standard Practice for Thermal Analysis of Cast Iron), its measurement methodology aligns with established foundry practice guidelines referenced in ISO 945-1 (microstructure classification) and EN 1560–1563 (cast iron specifications). The instrument’s repeatability (≤0.02 wt% C, ≤0.03 wt% Si across replicate samples under stable furnace conditions) meets typical in-house QC requirements for furnace-to-furnace control. All electrical design complies with IEC 61000-6-2 (immunity) and IEC 61000-6-4 (emission) standards for industrial environments.
Software & Data Management
The proprietary QL-Analyze software provides a deterministic, audit-ready workflow. Each measurement session logs raw thermocouple voltage vs. time, processed cooling curve, derivative curve, phase identification markers, and final compositional outputs. Calibration curves are stored with version stamps and operator ID. The system supports GLP-compliant operation through password-protected access levels (operator, supervisor, administrator), mandatory electronic signatures for calibration updates, and immutable measurement logs. USB export generates CSV files containing all primary and derived parameters, compatible with statistical process control (SPC) platforms such as Minitab or custom Python-based monitoring dashboards. No cloud connectivity or remote telemetry is implemented—ensuring full data sovereignty and compliance with internal IT security policies.
Applications
- Ladle-side composition verification prior to pouring—enabling real-time adjustment of inoculants or alloying additions.
- Process validation during ductile iron treatment: correlation of △T, SC, and RM with magnesium recovery and nodularity index.
- Batch consistency monitoring across multiple heats: trend analysis of CE drift or Si burn-off rate over shift cycles.
- Foundry process development: empirical modeling of C–Si–Mn interactions on eutectic temperature depression and graphite morphology.
- Training and troubleshooting: playback of historical cooling curves to diagnose issues such as excessive chill, poor inoculation, or slag entrapment.
FAQ
What sample volume is required for a valid measurement?
A minimum of 80 g of representative molten iron is recommended; samples must be poured into preheated, standardized refractory cups to minimize thermal shock and ensure reproducible nucleation behavior.
Can the QL-TS-6 distinguish between gray and ductile iron microstructures?
It does not perform microstructural imaging, but infers ductility potential via parameters such as △T, SC, and RM—correlated to nodularity in validated production environments.
Is chemical validation required before initial calibration?
Yes. Initial calibration must be anchored to at least 15 reference samples analyzed by standardized wet chemistry (e.g., ASTM E1019 for C, ASTM E1020 for Si) or certified reference materials traceable to NIST or BAM.
Does the system support multi-language UI or regulatory reporting modules?
The interface is English-only; no FDA 21 CFR Part 11 or EU Annex 11 modules are included, as the device functions as a shop-floor process tool rather than a regulated quality release instrument.
How often should the thermocouple assembly be replaced?
Under normal foundry use, Type K thermocouples with ceramic protection sheaths require replacement every 3–6 months or after 500 measurements—whichever occurs first—to maintain ±0.5°C thermal accuracy.




