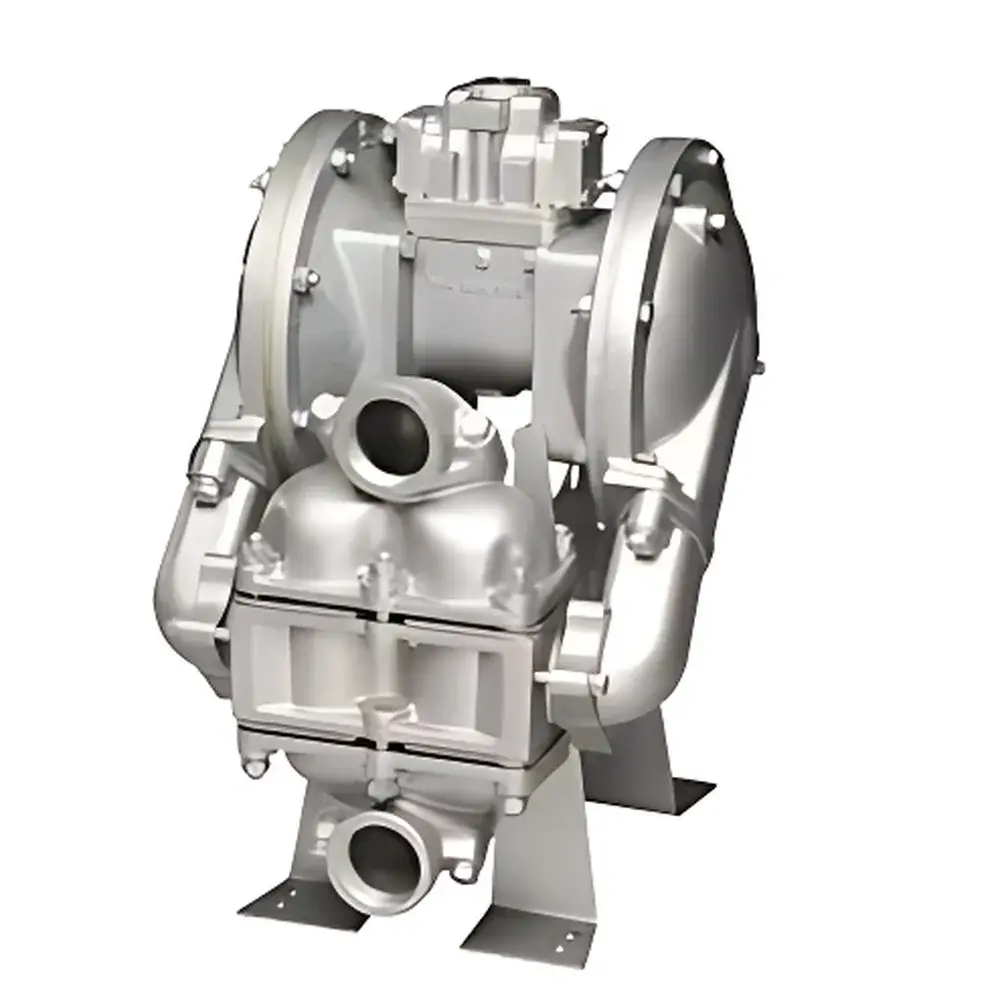
Warren Rupp HDB Series Heavy-Duty Pneumatic Diaphragm Pump
| Brand | Warren Rupp |
|---|---|
| Origin | USA |
| Product Type | Heavy-Duty Ball-Valve Air-Operated Double-Diaphragm (AODD) Pump |
| Construction Materials | Sand-Cast Aluminum / Cast Iron / Stainless Steel / Hastelloy C |
| Diaphragm & Valve Materials | Synthetic Rubber / TPE / PTFE |
| Maximum Solids Handling | 6–22 mm |
| Dry Suction Lift | 6.1 m (20 ft) |
| Certification | ATEX, CSA, UL, CE, USDA, FDA |
| Mounting | Free-Standing Base with Horizontal/Vertical Manifold Options |
| Compliance | Meets FDA 21 CFR Part 11 requirements for audit-trail-capable operation when integrated with validated control systems |
Overview
The Warren Rupp HDB Series Heavy-Duty Pneumatic Diaphragm Pump is an air-operated double-diaphragm (AODD) pump engineered for demanding transfer applications in life science, pharmaceutical, biotechnology, and laboratory-scale process environments. Unlike centrifugal or peristaltic pumps, the HDB operates on positive displacement principles via reciprocating elastomeric diaphragms actuated by compressed air — delivering consistent flow without internal seals, shafts, or dynamic mechanical seals. This architecture eliminates leakage pathways, enables true dry-run capability, and ensures intrinsic safety in hazardous or sterile settings. Its self-priming performance (up to 6.1 m suction lift), tolerance for abrasive solids (up to 22 mm), and compatibility with shear-sensitive, high-viscosity, or particulate-laden fluids make it suitable for reagent transfer, buffer recirculation in cryogenic constant temperature circulators, cell culture media handling, and waste evacuation from low-temperature storage systems.
Key Features
- Full-bolted ESADS+Plus structural design ensures rigidity, leak-free integrity, and simplified maintenance across pressure cycles.
- Thick-wall housing options in sand-cast aluminum, cast iron, stainless steel (316), or Hastelloy C provide corrosion resistance and mechanical durability under cyclic loading.
- Modular port configuration: side, top, or dual-bottom discharge ports allow flexible integration into compact laboratory layouts or ISO-classified cleanrooms.
- Replaceable wear components include hardened valve seats, reinforced diaphragms, and abrasion-resistant ball-check assemblies — bundled in HD Service Kits (1.5″–4″ sizes).
- Intrinsically safe operation certified to ATEX II 2 G D, CSA C/US Class I Div 1, UL 508, and CE Machinery Directive 2006/42/EC.
- FDA-compliant wetted materials (PTFE diaphragms, EPDM/TPE valves) support USP Class VI and 3-A sanitary standards where required.
Sample Compatibility & Compliance
The HDB pump handles Newtonian and non-Newtonian liquids ranging from deionized water to glycol-based cryogenic heat-transfer fluids (e.g., ethylene glycol/water mixtures at –40°C), viscous polymer solutions (>10,000 cP), and suspensions containing glass beads, ceramic particles, or freeze-dried excipient granules (6–22 mm). It complies with USDA sanitation requirements for food-contact use and meets FDA 21 CFR Part 11 criteria for electronic record integrity when paired with validated pneumatic logic controllers featuring timestamped event logging. All wetted-path configurations adhere to ASME BPE-2022 surface finish specifications (Ra ≤ 0.8 µm for stainless variants) and support steam-in-place (SIP) validation protocols.
Software & Data Management
While the HDB is a pneumatically actuated mechanical device without embedded firmware, its operational parameters — including air inlet pressure (20–125 psi), cycle rate (0–120 cpm), and flow rate (0.5–120 GPM depending on size) — are fully monitorable and controllable via external industrial PLCs or HMI systems. When integrated into automated lab infrastructure (e.g., cryogenic circulator feedback loops), it supports Modbus RTU or IO-Link communication through optional solenoid valve manifolds. Audit trails, calibration logs, and maintenance history can be maintained in accordance with GLP/GMP Annex 11 and ISO/IEC 17025 documentation frameworks.
Applications
- Recirculation of thermal transfer fluids in laboratory cryogenic constant temperature circulators (–80°C to +200°C range).
- Transfer of cryoprotectant solutions during controlled-rate freezing of biologics.
- Emptying and refilling liquid nitrogen dewars with minimal vapor loss.
- Handling abrasive cleaning agents in cold-room sanitation systems.
- Feeding high-solids slurry samples to analytical instruments such as particle size analyzers or rheometers.
- Buffer delivery in chromatography skids operating under low-temperature conditions.
FAQ
Can the HDB pump operate continuously at sub-zero temperatures?
Yes — when constructed with low-temperature-grade elastomers (e.g., fluorosilicone diaphragms) and installed with insulated air lines, the HDB maintains reliable cycling down to –40°C ambient; full qualification requires site-specific thermal cycling validation.
Is the pump compatible with CIP/SIP systems?
Stainless steel and Hastelloy C models with polished wetted surfaces and tri-clamp end connections support Clean-in-Place and Steam-in-Place protocols per ASME BPE guidelines.
What maintenance intervals are recommended for laboratory use?
Under typical intermittent lab duty (≤4 hrs/day), diaphragm replacement is advised every 6–12 months; valve assemblies should be inspected quarterly and replaced if wear exceeds 0.1 mm radial clearance.
Does Warren Rupp provide IQ/OQ documentation packages?
Yes — factory-validated Installation Qualification (IQ) and Operational Qualification (OQ) templates are available upon request, aligned with ASTM E2500 and EU GMP Annex 15 expectations.
Related Products






